

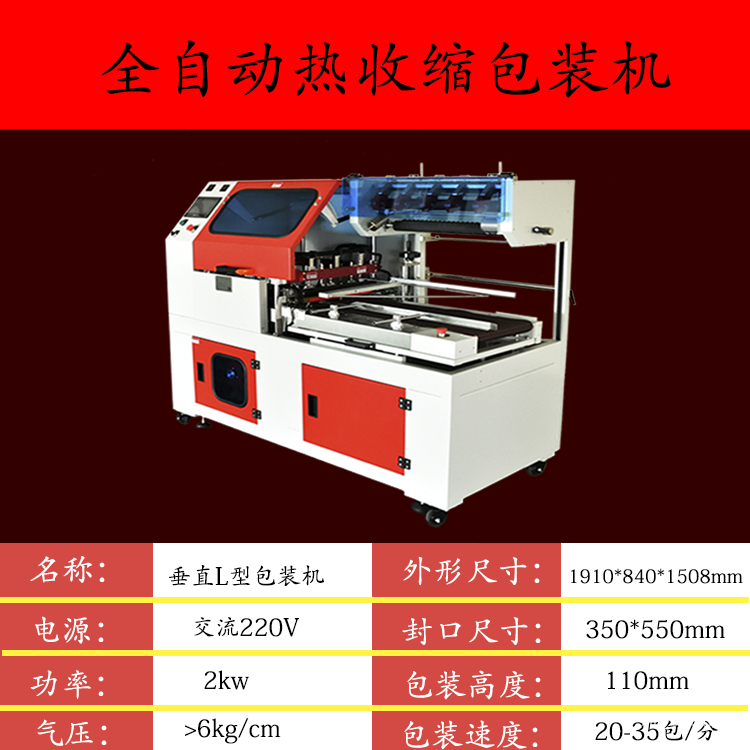
1.5585調機注意事項:
2.前預留 拉膜不要太長,過長容易造成斷膜。
3.前預留 過短會造成膜跑偏。
合理:不撞膜,前預留不斷裂。走膜順。
4.封切預放膜時間,設定在5-10s, 根據封口不破口,放臘輥放膜不多出,為合理.
5.收膜扭力控制,設80-120間,根據邊膜的大小設定值,以能收緊而不斷膜為止,速度設定比運行速度少10%,左右,保證膜能收好為止。
6.跑膜調整方法,開口在220mm,中心棍以上下三角板中心為準,膜上跑膜調送膜棍向下調,膜下跑放膜棍向上調。
7.兩邊同時跑出:①前端預留設定值太小,物體撞膜造成膜跑。②輸送臺寬度調太寬或膜不夠長。③調送膜軸向左微調節,調止雙邊不跑出。
8.設備運行速度在1000-1200間,速度過高會造成等料不及,直接卡料。如果配生產線入口自動錯開等料速度可設在1000-2000間。速度越快等料光位與檢測光電距離越大。
9.封口扭力設置600-1200間,與速度有關,速度越快,封口扭力設置小些,會造成沖擊過大,降低設備壽命,下降速度出廠設在2000轉,上升設在3000轉。
10.伺服誤切無法自動抬開,按下伺服復位,自動回到原點位置,在按下復位按鈕,才能重新啟動設備。
11.收膜報警,連續走10件產品,收膜不收膜自動報警,膜接好自動解除。
12.放膜報警,連續走10件產品,放膜開關不動自動報警,接復位按鈕解除
13.拉膜報警,拉膜設定時間,光電檢測時間過長產生報警停機。
我的微信
這是我的微信掃一掃

我的微信
微信號已復制
我的微信公眾號
我的微信公眾號掃一掃

我的公眾號
公眾號已復制






評論