

?
1.熱收縮機主要包含熱收縮通道和輸送兩大部。由內襯隔熱材料的加熱室、輸送帶與循環風機。加熱室分布有加熱管,溫度控測器、循環風機等。
2.包裝好的物品經輸送帶傳送到熱收縮通道,在加熱室內受到受到空氣的加熱,PE與PVC直接貼合收縮,POF與PE收縮方式截然相反,POF受到熱空氣膨脹后緩慢收縮進行貼合,pe膜收縮完成需要冷卻,否則會粘膜。PVC與POF不需要冷卻,PE收縮機需要增加風機冷卻裝置。
3.熱收縮裝置中的發熱元件普通采用電阻加熱管,或紅外發加熱管,高質量收縮機采用的是202/304不銹鋼加熱管,壽命長。低端收縮機一般采用的是紅外線加熱管,壽命短。
4.加熱管一般分布,直烤式一般設計在兩側及底部,循環式一般設計在頂部及底部,選型時要根據產品形狀與材質及使用的膜去選型,散熱快產品如(鐵件)一般使用直烤式,底部不容易褶皺。
5.收縮好壞與收縮機的風量及收縮機結構有直接關系,收縮機耗電量大,選型時一定要選擇保溫效果好的產品,價格低的產品一般保溫性能會比較差,加熱管的功率大小與升溫有關系,在面積一樣的情況下加熱功率越大加熱越快,開機等待時間就越短。
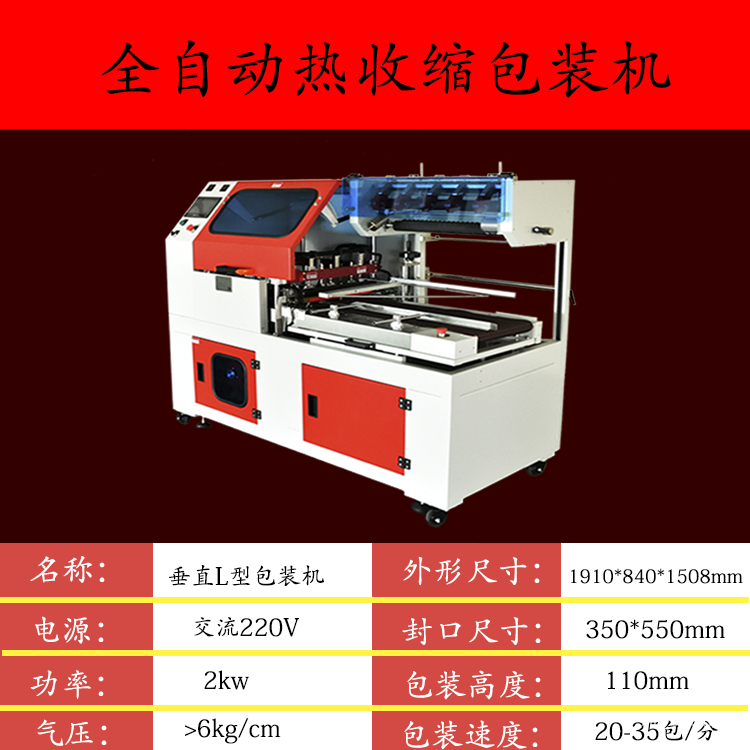
6.選型與電量計算? 如:節能型JYR45a節能型收縮機加熱功率16kW,整機耗電量在室溫30度情況下,每小時用電6.8度。一年按365天算工作8小時,年用電量是19856度,假如:普通收縮每小時用電量9度,假如節能型每小能節電2度,每天工作8小時,一年365天總耗電5840度,按每度1元算,一年電量就5840元。所以選型一定要選擇省電的收縮機。
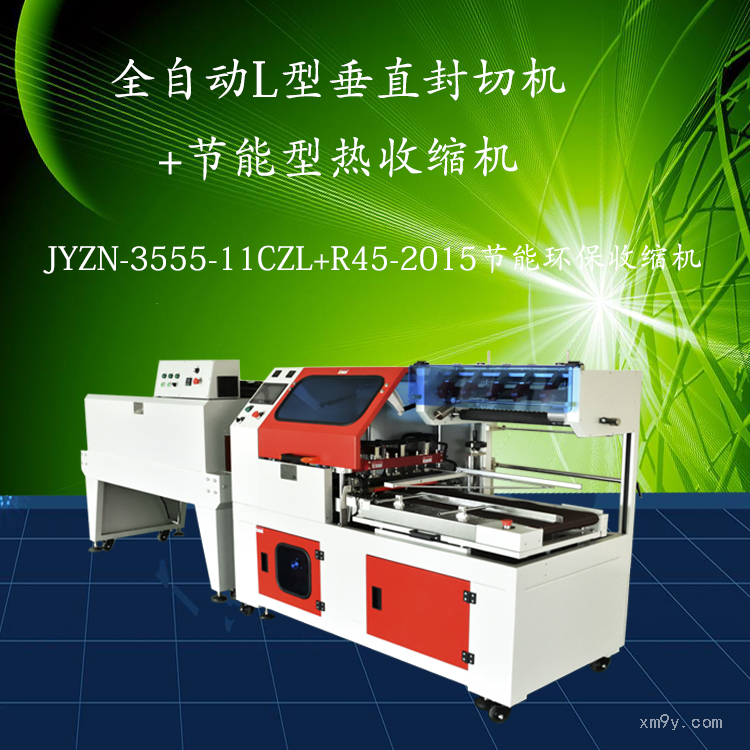
7.熱循環式收縮機,可強制室內熱風循環,保證熱風吹到包裝物品上,比直烤熱收縮機比較節電。
8.加熱式出入口采用耐高溫防火纖維布設置風簾,既可讓包裝物順利進去和輸出,以能起到擋風與保溫的作用,節能。
9.溫度自動調節裝置與恒室溫差及設計結構直接有關:
①好的數顯溫控表加固態繼電器溫度可以控制在±2度以內,
②一般溫控表加接觸器一般控制±5度,
③用比例溫控加可控硅控制進行比例控制溫度控制在±1度,這種方式成本最高,性能最好,市場上很少使用,更節能。
10.加熱溫度、時間、熱風流速、流量均對材料收縮效果產影響。由于名種塑料薄膜不同,所以應根據自身產品選擇合適的熱收縮工藝。
11.熱收縮裝置的輸送方式類型有多種,其速度一般設計為0-16m/min無極調速,高速設計為0-15m/min.輸送帶選型時應注意,選擇其表面與薄膜表面發生粘接,而且不阻礙薄膜收縮,輸送過程的熱量損失,硅膠套管在150度左右容易與物體產生粘,好的收縮機用的是纖維管或硅膠纖維管。
繼續閱讀
我的微信
這是我的微信掃一掃

我的微信
微信號已復制
我的微信公眾號
我的微信公眾號掃一掃

我的公眾號
公眾號已復制






評論